
Test und Einstellungen gegen Z Naht mit Microskopbilder
- Sascha Surbanoski

- 24. Jan.
- 8 Min. Lesezeit
Aktualisiert: 1. Feb.

Bei glatten, zylindrischen oder runden Druckobjekten fällt die Z Naht besonders auf. Sie zeigt sich als dünne, vertikale Linie oder leichte „Beule“, die dort verläuft, wo jede Schicht endet und die nächste beginnt. Die Naht entsteht dadurch, dass beim Schichtwechsel selbst bei gestopptem Extruder noch winzige Kunststoffmengen aus der Düse austreten und sich ablagern . Auf Modellen mit scharfen Kanten kann man die Naht manchmal in einer Ecke verstecken an runden Objekten wie Vasen oder Zylindern, die keine Ecken haben, ist sie dagegen deutlich sichtbar.
Inhaltsverzeichnis
Ein Erklärbär Video über Z Naht
Versuchsaufbau
Für unsere Untersuchung wurden zylindrische Testkörper gedruckt da gerade runde Formen die Z Naht am deutlichsten zeigen. Die Tests erfolgten mit identischen Rahmenbedingungen Bambu Studio 2.4 Standardprofil „PLA Basic“, Schichthöhe 0,2 mm, gleicher PLA Rolle bzw. ein PLA mit Carbonfasern, um Material- oder Profilunterschiede auszuschließen. Als Drucker kame der BambuLab P1S.
Z Naht unter dem Mikroskop
Die typische Z Naht zeigt sich als feine Linie oder als leichter, über mehrere Schichten verlaufender Höcker. Bereits bei einer 50-fachen Vergrößerung ist die Naht klar erkennbar. Unter 1000-facher Vergrößerung werden dann die Details sichtbar feine Faserausreißer, minimale Abdichtungsfehler sowie kleine Höhenstufen, die beim Schichtwechsel entstehen.


Nahtunterscheide bei verschiedenen 3D Druckern?
Um herauszufinden, ob teurere 3D Drucker von Bambu Lab tatsächlich eine weniger sichtbare Z Naht erzeugen, habe ich ein Modelle unter identischen Bedingungen getestet. Verwendet wurden dabei durchgehend die gleichen Slicer-Einstellungen sowie dieselbe PLA Filamentrolle. Insgesamt kamen sechs unterschiedliche Druckermodelle zum Einsatz: A1 mini, P1P, P1S, P2S, X1C und H2D. Ziel war es festzustellen, ob und in welchem Maß sich die Z Naht allein durch die Hardware des Druckers unterscheidet.
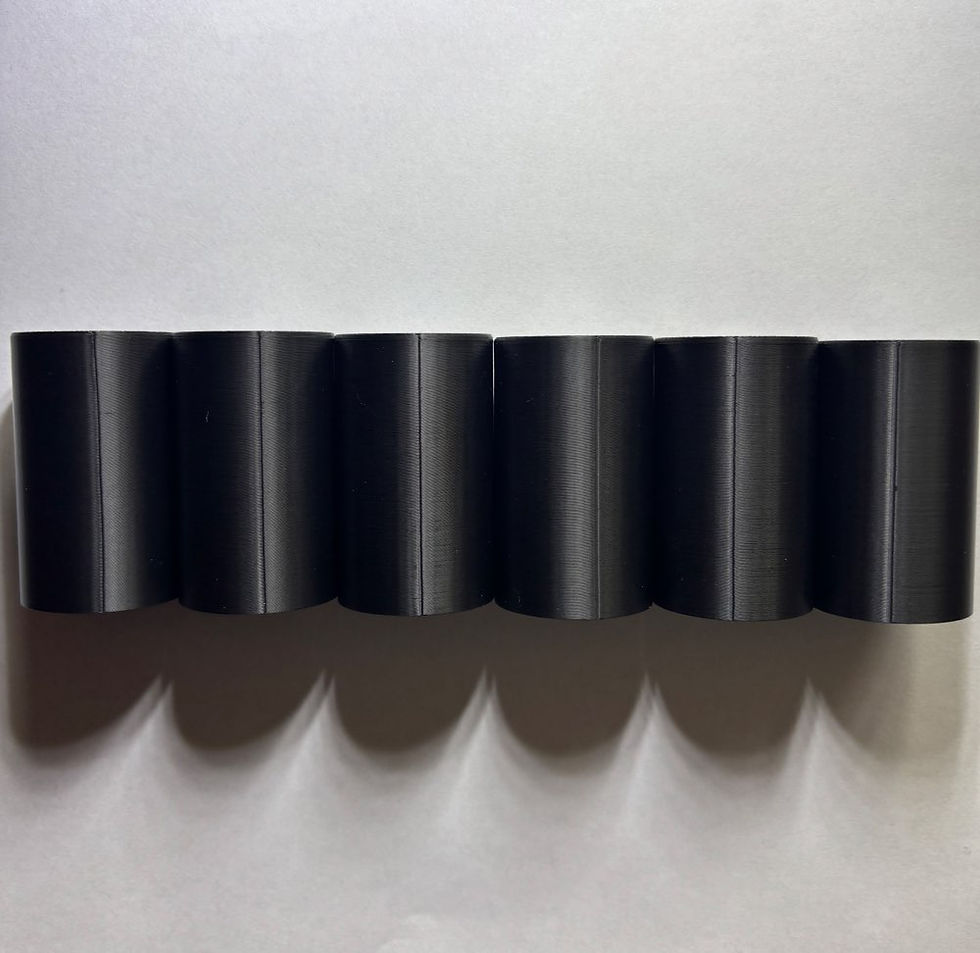
Dabei ist mir aufgefallen, dass die Z Naht beim A1 mini (ganz links) leicht schief bzw. nicht ganz gerade verläuft. Meine Vermutung ist, dass dies mit der Bauweise zusammenhängt: Der Druckkopf ist hier an einem einzelnen Arm befestigt, der wie ein Hebel wirkt und konstruktionsbedingt weniger steif ist.
Beim H2D zeigte sich die Naht im Vergleich deutlich dicker und unsauberer. Der Grund dafür wird im nächsten Abschnitt noch genauer erläutert. Beim X1C war die Z Naht zwar etwas feiner ausgeprägt, jedoch weiterhin klar sichtbar und keineswegs vollständig verschwunden.
3D Drucker kalibrieren
Beim Testdruck mit dem H2D fiel mir auf, dass die Z Naht deutlich schlechter und ungewöhnlich dick ausgeprägt war, insbesondere im Vergleich zu den günstigeren Geräten. Schnell wurde klar, dass ich den H2D bereits seit längerer Zeit nicht mehr neu kalibriert hatte.
Gerade nach Firmware Updates, Reparaturen am Drucker oder bei starken Temperaturunterschieden etwa zwischen Sommer und Winter sollte unbedingt eine erneute Kalibrierung durchgeführt werden.

Nach der anschließenden Kalibrierung verbesserte sich das Ergebnis deutlich und auch die Z Naht wurde sauberer.
Z Naht durch eine zufällige Nahtposition
Bei dieser Einstellung wird die Z Naht nicht mehr in jeder Schicht an derselben Stelle platziert, sondern bei jeder Schicht an einer zufällige Position. Dadurch entsteht keine durchgehende Linie mehr, sondern die Naht verteilt sich über die gesamte Oberfläche des Objekts.

Trotzdem wirkt das Ergebnis beim P1S mit fest positionierter Naht (links) für mich insgesamt stimmiger als die Variante mit zufälliger Nahtverteilung (rechts). Die Oberfläche erscheint ruhiger und homogener.
Die zufällige Z Naht würde ich eher bei speziellen Formen oder asymmetrischen Objekten einsetzen, bei denen die Naht optisch weniger auffällt. Zusätzlich sollte man beachten, dass diese Einstellung die Druckzeit leicht erhöht.
Verbessert eine geringere Schichthöhe die Z Naht?
Die Standardeinstellung lag bei einer Schichthöhe von 0,2 mm. Für diesen Test wurde sie auf 0,05 mm reduziert, um zu prüfen, welchen Einfluss eine feinere Auflösung auf die Sichtbarkeit der Z Naht hat. Hier ist das Ergebnis.

Beim P1S ist auf der linken Seite die Schichthöhe von 0,2 mm zu sehen, auf der rechten Seite 0,05 mm. Persönlich erkenne ich bei der Z Naht selbst keinen großen Unterschied lediglich die einzelnen Schichten wirken insgesamt etwas feiner und gleichmäßiger.
Dabei muss man allerdings berücksichtigen, dass sich die Druckzeit nahezu vervierfacht. In Relation zum geringen optischen Gewinn lohnt sich diese Einstellung aus meiner Sicht nicht.
Wandreihenfolge zur Optimierung der Z Naht
Ein weiterer Test war die Frage, ob sich die Z Naht durch die Wandreihenfolge beeinflussen lässt also ob zuerst die Innenwand und anschließend die Außenwand gedruckt wird oder umgekehrt. In der Standardeinstellung ist „Innenwand vor Außenwand“ aktiviert.

Der rechte Zylinder wurde von außen nach innen gedruckt. Das Ergebnis war jedoch schlechter: Die Z Naht war deutlicher sichtbar und stand leicht hervor. Diese Einstellung erwies sich als kontraproduktiv, sodass es sinnvoll ist, bei der Standardeinstellung zu bleiben.
Reduziert PLA CF die Sichtbarkeit der Naht?
In diesem Test wurde ein mit Carbonfasern versetztes PLA verwendet, um zu prüfen, ob sich die Z Naht dadurch optisch verbessern lässt. Zum Einsatz kam PLA CF von Bambu Lab.

Das rechte Bauteil aus PLA CF wirkt an der Z-Naht deutlich ruhiger. Die Schichtlinien sind weniger sichtbar und insgesamt besser kaschiert. Zwar verschwindet die Z Naht nicht vollständig, sie fällt jedoch spürbar weniger auf. Ein zusätzlicher Effekt des CF Materials ist die insgesamt homogenere Oberfläche. Zu beachten ist allerdings, dass PLA CF abrasiver und spröder ist als normales PLA und daher höhere Anforderungen an Düse stellt.
PLA CF unter dem Mikroskop
Unter dem Mikroskop wirkt die Z Naht bei PLA CF leicht ausgefranst. Im Vergleich zum normalen PLA fällt sie jedoch deutlich weniger auf. Die Faserverstärkung kaschiert die Übergänge der Schichten besser, sodass die Naht insgesamt unauffälliger erscheint.


Einfluss der Drucktemperatur auf die Z Naht
Um den Einfluss der Temperatur auf die Z Naht zu untersuchen, wurden mit PLA unterschiedliche Düsentemperaturen getestet: 200 °C, 220 °C, 240 °C und 260 °C.

Bei 200 °C wirkte die Oberfläche insgesamt matter, wodurch die Z Naht optisch etwas weniger auffiel. Bei 240 °C zeigte sich keine erkennbare Verbesserung gegenüber den niedrigeren Temperaturen. Bei 260 °C hingegen trat die Z Naht deutlich stärker hervor zudem wirkte der Materialauftrag unsauber und teilweise unterextrudiert. Insgesamt zeigte sich, dass zu hohe Temperaturen die Sichtbarkeit der Z Naht eher verschlechtern als verbessern.
Reduzierung der Außenwandgeschwindigkeit
Für diesen Test wurde die Geschwindigkeit der Außenwand von der Standardeinstellung von 250 mm/s auf 50 mm/s reduziert.

Ein sichtbarer Qualitätsgewinn an der Z Naht ließ sich dadurch jedoch nicht feststellen. Die Naht blieb optisch nahezu unverändert, sodass eine reduzierte Außenwandgeschwindigkeit in diesem Fall keinen messbaren Vorteil brachte.
Die Nahtlücke (Coasting)
Die Nahtlücke legt fest, wie viel Prozent der Bahn am Ende einer Schicht nicht mehr extrudiert werden. Dadurch entsteht eine kurze Leerfahrt, die den Druck im Hotend abbauen soll, damit die Z Naht nicht nach außen hervorsteht. Die Standardeinstellung liegt bei 15 %. Getestet wurden 0 %, 15 % und 50 %.

Optisch wirkte die Einstellung mit 0 % zunächst etwas besser, allerdings stand die Naht dabei leicht hervor. Mit 50 % verschlechterte sich die Qualität deutlich die Z Naht wurde größer und unruhiger.
Vermeidung von Wandüberquerungen
Diese Funktion sorgt dafür, dass die Düse möglichst innerhalb des Bauteils verfährt und unnötige Fahrten über die Außenwand vermieden werden. Ziel ist es, sichtbare Spuren oder kleine Materialablagerungen auf der Oberfläche zu reduzieren. Der Nachteil dieser Option ist eine längere Druckzeit, der mögliche Vorteil eine sauberere Oberfläche abhängig von der Geometrie des Objekts.

In diesem Test ließ sich jedoch keine Verbesserung der Z Naht feststellen. Trotz aktivierter Vermeidung von Wandüberquerungen blieb die Qualität der Naht unverändert.
Wischlänge nach dem Ende der Z Naht
Diese Funktion bestimmt, wie weit die Düse nach dem Ende der Z Naht noch entlang der Außenwand fährt, um überschüssiges Material abzustreifen. Getestet wurden Wischlängen von 0 mm, 3 mm Standard und 6 mm.

Bei 0 mm zeigte sich ein klar negatives Ergebnis: Die Naht wirkte unsauber und es kam zusätzlich zu Fadenbildung. Zwischen der Standardeinstellung von 3 mm und der erhöhten Wischlänge von 6 mm war hingegen kein sichtbarer Unterschied erkennbar. Optisch blieben beide Varianten gleich.
Schrägnaht Funktion
Bei der Schrägnaht wird der Beginn nicht mit der gewählten Schichthöhe gestartet, sondern die Düse steigt über eine definierte Länge langsam von etwa 10 % auf 100 % auf. Standardmäßig geschieht das über lange von 10 mm, um einen gleichmäßigeren Übergang zu erzeugen. Vereinfacht gesagt fährt der Extruder „bergauf“ ähnlich einer Keilform oder diagonalen Rampe. Zusätzlich muss der Typ ausgewählt werden, ob die Schrägnaht auf die Kontur oder auf Kontur und Bohrungen angewendet werden soll. Ohne diese Auswahl ist die Funktion wirkungslos.

Im Vergleich der Ergebnisse zeigte links die Standardeinstellung noch eine klar erkennbare Naht. In der Mitte mit einer Schrägnahtlänge von 10 mm war die Naht bereits stark reduziert und kaum noch fühlbar. Eine Erhöhung auf 30 mm brachte kein weiteres sichtbares. Insgesamt war die Wirkung so gut, dass die Z Naht nur noch schwer zu fotografieren war und selbst im Bild nur minimal sichtbar blieb.
Schrägnaht über die gesamte Wandlänge
Bei dieser Option fährt der Drucker die komplette Wand ein weiteres Mal ab. Dadurch wird der Übergang der Z Naht über die gesamte Umfangslänge verteilt, was insgesamt zu einem weicheren und gleichmäßigeren Nahtverlauf führt.

Die Z Naht war mit dieser Funktion deutlich besser als Standard und nur noch schwach sichtbar. Der Nachteil liegt jedoch die Druckzeit erhöht sich spürbar und durch das zusätzliche Umfahren der gesamten Wand verändert sich die Oberflächenqualität leicht. Die Schichten wirken anders als bei der Standardeinstellung, was je nach Bauteil störend sein kann.
Schrägnaht mit Lücke
Bei dieser Einstellung liegen Innen- und Außenwand zunächst auf derselben Nahtposition, sodass sich der Übergang sauber aufbauen kann. Zusätzlich lässt sich eine Lücke zwischen Innen- und Außenwand definieren, zum Beispiel um 10 mm versetzt. Dadurch liegen die Nähte nicht mehr exakt übereinander und überlagern sich nicht.

Dieser Versatz verbessert die Z Naht nochmals sichtbar. Der Übergang wirkt homogener und die Naht fällt insgesamt weniger auf, besonders bei runden Bauteilen.
Schräge Naht – Starthöhe
Diese Funktion legt fest, auf welcher Höhe die Schräge beginnt. Konkret wird definiert, ob der Startpunkt der Höhe bei Extruder Z = 0 liegt also praktisch auf der vorherigen Schicht und die Düse dann langsam ansteigt oder ob der Start bereits höher liegt, z. B. beim Standardwert von 10 %.
In diesem Beispiel wurden die Werte −30, −2, 0, 10, 30 und 50 % getestet, um zu untersuchen, wie sich unterschiedliche Keilsteigungen auf die Nahtqualität auswirken.

Bei −30 % war die Qualität deutlich schlechter, teils sogar auffällig fehlerhaft mit eine dicke Naht. −2 % lieferte im Vergleich die beste Gesamtqualität. Bei 30 % und 50 % war die Naht zwar sehr gleichmäßig, aber sichtbar stärker ausgeprägt. Das ist Kritik auf hohem Niveau mit dieser zusätzlichen Einstellung.
Top Einstellung für PLA und PLA CF
Die beste Einstellung für die Schräge Naht ist Schrägnaht mit Kontur, Schrägnaht-Höhe −2 % und Schrägnaht Lücke 10 mm. Mit dieser Konfiguration ist die Naht optisch kaum sichtbar. Besonders bei PLA CF wird die Oberfläche noch weiter verbessert, da das Carbon die Optik glättet.

Diese Einstellung ist so gut, dass selbst ein Laie die Z Naht kaum erkennen würde. Bei normalem PLA ist das Ergebnis bereits sehr sauber und bei PLA CF wird die letzte Feinheit in der Oberflächenoptik noch einmal deutlich herausgeholt.
Mikroskop PLA und PLA CF mit Top Z Naht
Hier sieht man, wie die Stegform beginnt zuerst ein Keil, der dann langsam ansteigt, sodass die Rundung dicker wird und am Übergang einen gleichmäßigen Verlauf schafft. Die Aufnahme zeigt eine 50-fache Vergrößerung.

Noch einmal vergrößert, Faktor 1000. Das kleine Dreieck markiert die Stelle, an der der Extruder praktisch zu arbeiten beginnt.

Hier dasselbe bei PLA CF. Man erkennt praktisch kein versetztes Material, wo der Druck startet. Durch die Carbonfasern wird die Steigung gut kaschiert, und man muss genau hinsehen, um den Startpunkt zu erkennen. Der Keil ist deutlich sauberer als bei normalem PLA.

Hier die tausendfache Vergrößerung der Steigung.




Kommentare