
Längere Standzeiten für Druckgusswerkzeuge, 3D-Druck im Maschinenbau
- Sascha Surbanoski

- 5. Juni
- 4 Min. Lesezeit
Das Fraunhofer-Institut für Lasertechnik ILT zeigt, wie additive Fertigungsverfahren in der Gießereiindustrie einen der hartnäckigsten Kostentreiber angehen: den Verschleiß von Druckgusswerkzeugen. Konkret geht es um Laserauftragschweißen, das verschlissene Formen und Werkzeuge nicht ersetzt, sondern gezielt instand setzt und damit ihre Nutzungsdauer verlängert.
Inhaltsverzeichnis
Das Bauteil und der Anwendungsfall
Druckgusswerkzeuge sind die zentralen Betriebsmittel in der Gießereiindustrie. Sie formen flüssiges Metall unter hohem Druck zu präzisen Bauteilen, werden dabei aber extremen thermischen und mechanischen Belastungen ausgesetzt. Typische Schäden sind Risse, Erosion und Auswaschungen an den Formoberflächen, die sich über tausende Gießzyklen akkumulieren.
Bisher endete ein solcher Verschleiß meist mit dem Austausch des gesamten Werkzeugs. Da Druckgusswerkzeuge je nach Komplexität mehrere zehntausend Euro kosten und ihre Fertigung Wochen dauern kann, ist das ein erheblicher wirtschaftlicher Einschnitt. Der Anwendungsfall hier: Statt das Werkzeug zu ersetzen, wird die verschlissene Oberfläche additiv wiederaufgebaut. Das Verfahren erlaubt es, gezielt nur die betroffenen Bereiche zu behandeln, ohne das gesamte Werkzeug zu gefährden. Ähnliche Ansätze im Bereich Maschinenbau und additive Fertigung beschreibt auch der Artikel zu den 3D-Druck-Trends 2026 im Maschinenbau.
Warum hat man auf 3D-Druck gesetzt?
Der klassische Weg bei einem verschlissenen Druckgusswerkzeug ist der Neukauf. Alternativ wurde früher konventionelles Schweißen eingesetzt, das jedoch oft zu Gefügeveränderungen im Grundmaterial führt und die Maßhaltigkeit des Werkzeugs beeinträchtigen kann. Fräsen scheidet aus, weil dabei Material abgetragen, nicht aufgebaut wird.
Der Auslöser für den Einsatz additiver Verfahren ist die Kombination aus hohen Werkzeugkosten, langen Lieferzeiten für Ersatzwerkzeuge und dem Wunsch, Ressourcen zu schonen. Wenn ein Werkzeug nach einem Bruchteil seiner theoretischen Lebensdauer ausgetauscht werden muss, weil eine lokale Schadstelle nicht wirtschaftlich reparierbar ist, entsteht erheblicher Druck auf die Gesamtkosten der Produktion. Laserauftragschweißen bietet hier einen Ausweg, weil es präzise, lokal begrenzt und mit werkzeuggerechten Materialien arbeitet, wie konstruktionspraxis.vogel.de in seiner Analyse des Fraunhofer-ILT-Ansatzes darlegt.
Verfahren und Material im Detail
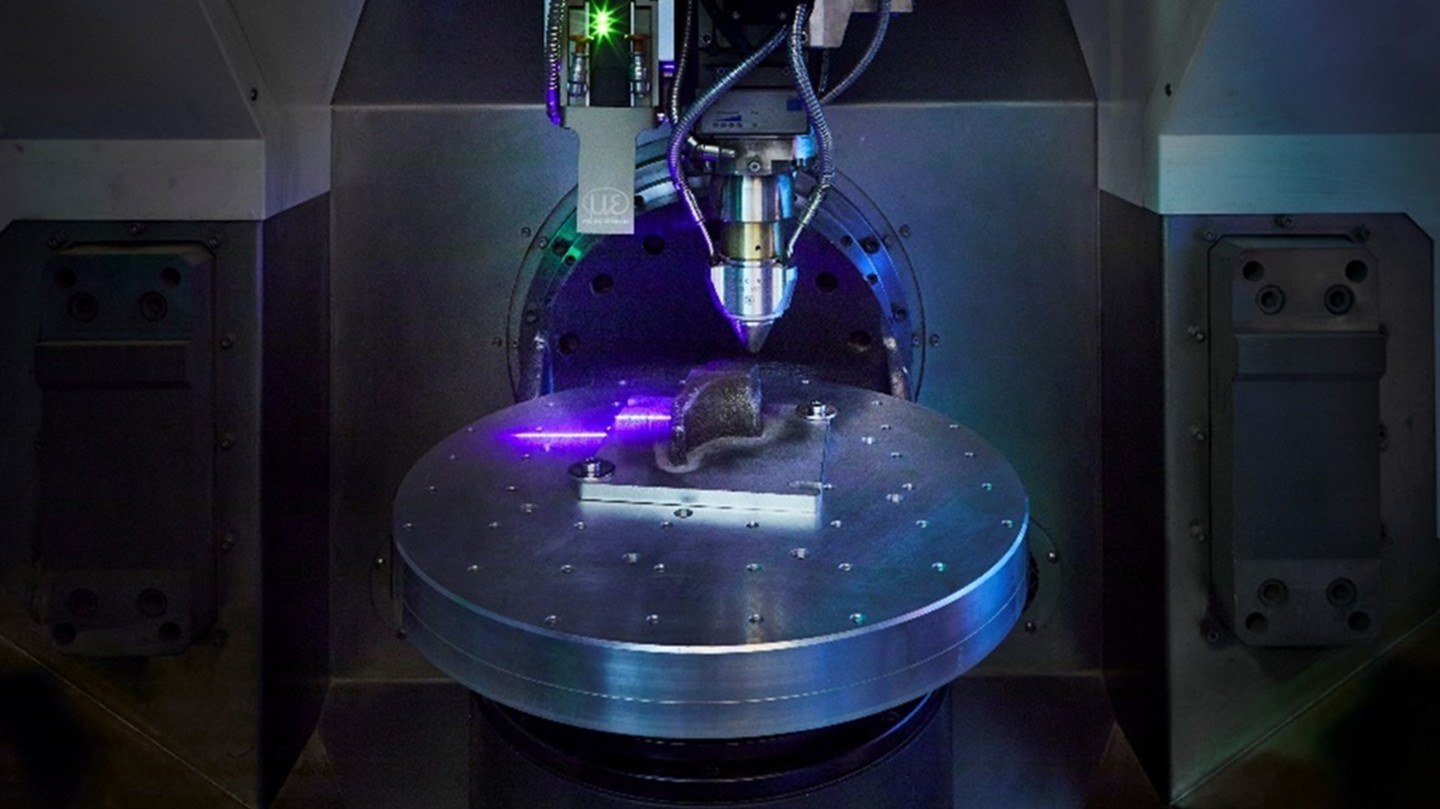
Das eingesetzte Verfahren ist LMD (Laser Metal Deposition, auch Laserauftragschweißen genannt): Ein Laserstrahl schmilzt Metallpulver auf, das gleichzeitig in die Bearbeitungszone eingeblasen wird. Das aufgeschmolzene Material verbindet sich metallurgisch mit dem Grundwerkstoff und erstarrt zu einer dichten, homogenen Schicht. Im vorliegenden Fall kommt die Variante EHLA (Extremes Hochgeschwindigkeits-Laserauftragschweißen) zum Einsatz, die deutlich höhere Vorschubgeschwindigkeiten erlaubt als klassisches LMD und damit auch für großflächigere Anwendungen wirtschaftlich interessant wird.
Als Materialien kommen Werkzeugstähle und Hartlegierungen infrage, die auf die thermomechanischen Anforderungen des Druckgusses abgestimmt sind. Entscheidend ist, dass die aufgetragene Schicht ähnliche oder bessere Eigenschaften aufweist als das Ausgangsmaterial, damit die reparierten Bereiche nicht zum neuen Schwachpunkt werden. Die Schichtdicken liegen typischerweise im Bereich weniger Zehntelmillimeter bis zu einigen Millimetern, je nach Schadenstiefe. Für Anwendungen, bei denen Metall-3D-Druck gefragt ist, ist LMD/EHLA damit eine der leistungsfähigsten Optionen im Reparatur- und Beschichtungsbereich.
Was wurde konkret verbessert?
Der zentrale Effekt ist eine verlängerte Standzeit der Werkzeuge. Statt ein Werkzeug nach dem Auftreten erster Schäden auszumustern, kann es mehrfach repariert und weitergenutzt werden. Das reduziert den Bedarf an Ersatzwerkzeugen und senkt die damit verbundenen Kosten und Beschaffungszeiten.
Konkrete Zahlen aus dem Fraunhofer-ILT-Projekt nennt die Quelle nicht explizit, aber der Grundmechanismus ist klar: Jede Reparatur, die einen Neukauf ersetzt, spart die vollen Werkzeugkosten abzüglich der Reparaturkosten. Bei Werkzeugpreisen im fünf- bis sechsstelligen Bereich kann das erheblich sein. Hinzu kommt die verkürzte Ausfallzeit: Eine LMD-Reparatur dauert in der Regel deutlich kürzer als die Fertigung eines neuen Werkzeugs. Herausfordernd bleibt die Prozessqualifikation: Nicht jede Schadstelle ist reparierbar, und die Qualitätssicherung der reparierten Oberfläche erfordert Messtechnik und Erfahrung. Auch die Wirtschaftlichkeit hängt stark von der Schadensart und dem Werkzeugwert ab.
Übertragbarkeit für den Mittelstand
Für einen mittelständischen Gießereibetrieb oder Werkzeugbauer stellt sich die Frage, ob LMD-Reparaturen intern oder über externe Dienstleister abgewickelt werden sollen. Eine eigene LMD-Anlage erfordert Investitionen im sechs- bis siebenstelligen Bereich und qualifiziertes Personal, was sich nur bei hohem Werkzeugaufkommen rechnet. Realistischer ist für die meisten Mittelständler die Zusammenarbeit mit einem spezialisierten Dienstleister oder Forschungsinstitut wie dem Fraunhofer ILT.
Wichtig ist eine ehrliche Vorabanalyse: Welche Werkzeuge verschleißen am häufigsten, welche Schadensbilder treten auf, und wie hoch ist der Werkzeugwert? Erst wenn diese Fragen beantwortet sind, lässt sich beurteilen, ob LMD wirtschaftlich sinnvoll ist. Für Betriebe, die bereits mit additiv gefertigten Ersatzteilen arbeiten, ist der gedankliche Schritt zur additiven Werkzeugreparatur nicht weit. Stolpersteine sind die Qualifikation der reparierten Werkzeuge und die Abstimmung mit dem Kunden, der das Gussteil abnimmt.
Persönliches Fazit
Laserauftragschweißen für Druckgusswerkzeuge ist kein Hype, sondern eine technisch ausgereifte Antwort auf ein reales wirtschaftliches Problem. Wer schon einmal erlebt hat, wie ein teures Werkzeug wegen einer lokalen Schadstelle komplett ausgetauscht werden musste, versteht den Reiz sofort. Die Technologie ist nicht neu, aber die Kombination aus EHLA-Geschwindigkeit und werkzeuggerechten Materialien macht sie jetzt auch für breitere industrielle Anwendungen interessant.
Was mich in der Praxis beschäftigt: Viele Betriebe wissen schlicht nicht, dass ihre verschlissenen Werkzeuge reparierbar wären. Das Thema fristet oft ein Nischendasein zwischen Werkzeugbau und Lasertechnik, obwohl das Einsparpotenzial erheblich ist. Der Fraunhofer-Ansatz zeigt, dass die Forschung hier konkrete Lösungen liefert, die in die Produktion überführt werden können. Für Mittelständler lohnt sich ein Gespräch mit einem LMD-Dienstleister, bevor das nächste Werkzeug in die Tonne wandert. Das ist kein Selbstzweck, sondern schlicht Ressourceneffizienz.



Kommentare